

požadavky
Do každé dílny patří pořádný stůl, který poskytne dostatek prostoru jak pro vlastní práci, tak i pro případné stolní stroje. Vzhledem k tomu, že moje dílna je ve sklepní místnosti s půdorysem 2,7×3,5m, chtěl jsem tento minimální prostor maximálně využít. Ze zkušenosti s pracovní deskou v kuchyni (výška 85cm) jsem věděl, že na svou výšku (181cm) potřebuji pro pohodlnou práci stůl spíš vyšší. Po brouzdání na netu a ptaní se kolegů na jejich zkušenosti jsem zvolil 95cm. Jako materiál se mi zdála vhodná dřevěná deska a pod ní ocelový rám. Na výrobu rámu bylo nakonec použito cca 65bm L-profilu 45×45/4. Upřednostnil jsem průřez L (síla stěny 4mm) před jeklem (síla stěny 2 nebo 3mm) kvůli obavám z propálení materiálu při sváření. Přece jen jsem byl ještě začátečník a „elektrodu“ neměl ještě zcela zmáknutou. Při návrhu bylo také potřeba myslet na to, jak stůl do dílny dostanu. Byl jsem limitován venkovními schody do sklepa a několika dveřmi šířky 80cm. Proto je celý stůl navržen jako sestava pěti menších stolků s hloubkou 75cm, které jsou k sobě sešroubovány šrouby M10.
ocelový rám
Výroba rámu se nakonec docela podařila a musím konstatovat, že bylo velmi moudré každou nohu stolu udělat jako výškově nastavitelnou z níže uvedených důvodů.
- přesnost krácení materiálu na pásové pile – 1-1,5mm (jak kdy se to zrovna povede)
- při krácení většího počtu kusů (2-4) najednou pila mírně podřezávala (opět 1-1,5mm)
- přesnost ustavení úhlopříček rámu 1-2mm za účelem zajištění kolmosti stran
- při sváření VŽDY dochází k deformacím materiálu a nelze se jim vyhnout. Je možné je pouze minimalizovat vhodným postupem.
- při kompenzaci jedné deformace (zastudena) dojde k vytvoření jiné deformace. Tzn. pokud rovnáte přibodované nohy stolu na pravé úhly, pak si velmi pravděpodobně zároveň rozhodíte rovinnost stolu (pokud se to nehne v „bodech“). Otázka je jak moc a jak moc budete chtít být precizní v opakovaném rovnání a doťukávání.
- výhoda profilu s nižší tuhostí je, že po osazení stolu masivní dřevěnou deskou se profil pěkně k desce přitáhne – poddá se – a některé nepřesnosti pro oko zmizí
- přes všechny výše uvedené problémy lze přesnou výšku a vodorovnost stolu zajistit, pokud jsou všechny nohy stolu nastavitelné pomocí tzv. rektifikačního šroubu

První stolek po svaření 
Celková sestava 
Sestava po natření a instalaci rektifikačních šroubů 
Po nastěhování do dílny a provizorním položení OSB desek namísto budoucích bukových 
Stolek pod oknem bude sloužit jako psací 
Na stěně je vidět ještě starý organizér – pegboard 



Pro rám jsem vybral odstín RAL7016 antracit na PUR bázi. Původně jsem chtěl barvu stříkat, ale kvůli nízkým teplotám jsem jí doslova „napatlal“ štětcem. Není to zcela ideální, ale nejhorší také ne. Stejnou barvou jsem později nastříkal i svěrák a konzole na horní polici v dílně.
Od začátku mi nebyly zcela jasné mé osobní nároky na ukládací prostory, a proto jsem toto téma nechal otevřené. Při výrobě rámu jsem počítal pouze s tím, že každý stůl bude obsahovat dvě police z OSB 18mm. První ve výšce cca 10cm nad zemí a druhá v poloviční výšce mezi první policí a spodní částí vrchní desky. Volný prostor 10cm nad zemí je určen k tomu, aby se tam jednou za několik let:) nechalo vysát a vytřít. Podstatnějším důvodem vzniku této mezery je mít možnost do ní umístit nízké zásuvky na kolečkách, do kterých se budou ukládat špatně skladné věci jako jsou například prodlužováky či pneumatické hadice.

vrchní desky
Vrchní desky z bukové spárovky jsou uchyceny pomocí několika desítek vrutů 6×35 s půlkulatou hlavou. Díry v desce byly předvrtány 4mm vrtákem do dřeva. Díry v rámu mají 8mm pro zajištění správné dilatace. Buk byl v několika místech velmi tvrdý, a tak jsem raději vruty šrouboval pomocí bitu a ráčny, abych měl v dotahování cit. Rozhodně jsem si nepřál řešit opravu přetrženého vrutu. Výrobu desek jsem svěřil místnímu truhláři, který je i zároveň ošetřil polotmavým olejem.
Vlastní kapitolou je umístění a organizace stacionárního nářadí na pracovním stole. Konkrétně je řeč o:
- svěráku
- elektrické ruční vrtačce ve stojánku
- dvoukotoučové brusce
- malých pákových nůžkách
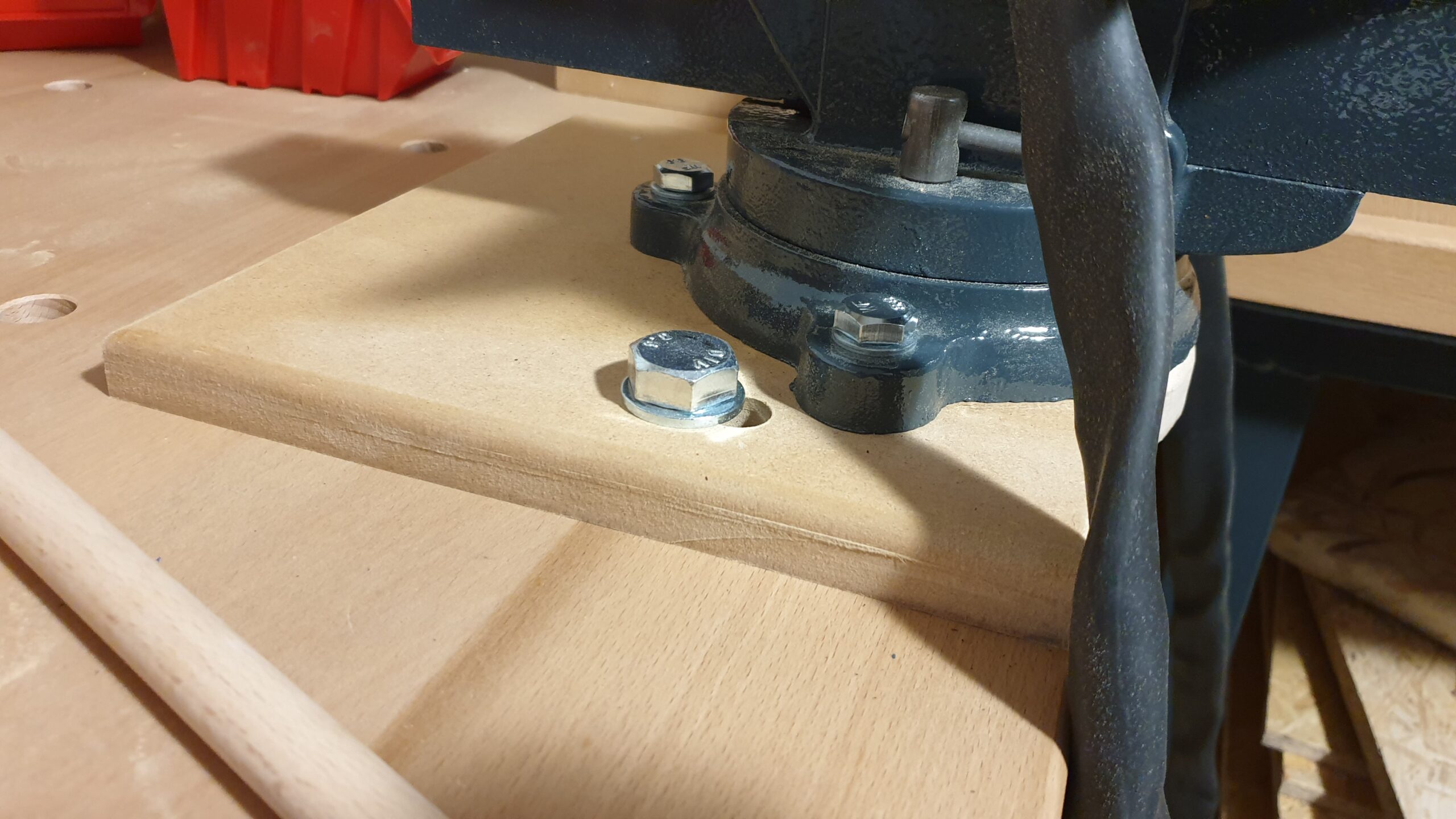
Problém vyjmenovaných věcí je, že nemají stejně umístěné montážní otvory. Já jsem tento problém vyřešil pomocí tzv. adaptérů a standardizovanému rastru děr ve stole. Na 75% plochy stolu se nachází otvory 19mm v rastru 200x200mm. Pracovní deska je pod otvory zesílena ze 40 na 80mm. Tyto slouží pro uchycení zmíněných adaptérů, ke kterým je přišroubováno vyjmenované nářadí. Díky tomu ho lze libovolně a snadno přemisťovat dle aktuální potřeby. Díry také umožňují použití tzv. poděráků (bench dogs) a přidržovačů (holdfasts). Děr je celkem 68 a nechal jsem je přesně odfrézovat na CNC stroji. Zarážející může být použití nestandardního rozměru 19mm. Osobně se mi tato hodnota také příčila a raději bych volil něco více evropského jako třeba 18 nebo 20mm. Po důkladné rešerši týkající se příslušenství k pracovním stolům a hoblicím jsem zjistil, že poděráky, přidržovače a různé svěrky většinou využívají rozměr právě 3/4″. Stůl pod sklepním oknem jsem záměrně ponechal bez děr. Jeho police mají poloviční hloubku, protože bude sloužit jako psací či stůl pro jemnou práci s elektronikou.



adaptéry pro stacionární nářadí
Výše byla zmíněna funkce rastru otvorů ve stolu. Adaptéry jsem vyrobil z MDF desky tloušťky 18mm a narážecích matic. Podle typu nářadí jsem určil rozměry desky tak, abych měl možnost uchycení ke stolu alespoň dvěma šrouby (M16x120 + podložka pod hlavu + velkoplošná podložka pod matici + matice). Následně jsem plochým vrtákem do dřeva odvrtal díry (16mm) tak, aby odpovídaly rastru 200x200mm. Vlastní uchycení nářadí k MDF je provedeno šrouby M6, M8 nebo M10. Pro úspěšnou montáž narážecích matic bylo nutné dodržet postup: a) provést cca 2mm zahloubení sukovníkem, b) odvrtat díru pro vlastní tělo matice, c) narazit matici kladivem. Tabulka níže uvádí použité rozměry nástrojů.
| velikost matice | průměr sukovníku (mm) | průměr vrtáku (mm) |
|---|---|---|
| M6 | 20 | 8 |
| M8 | 25 | 10 |
| M10 | 25 | 12 |



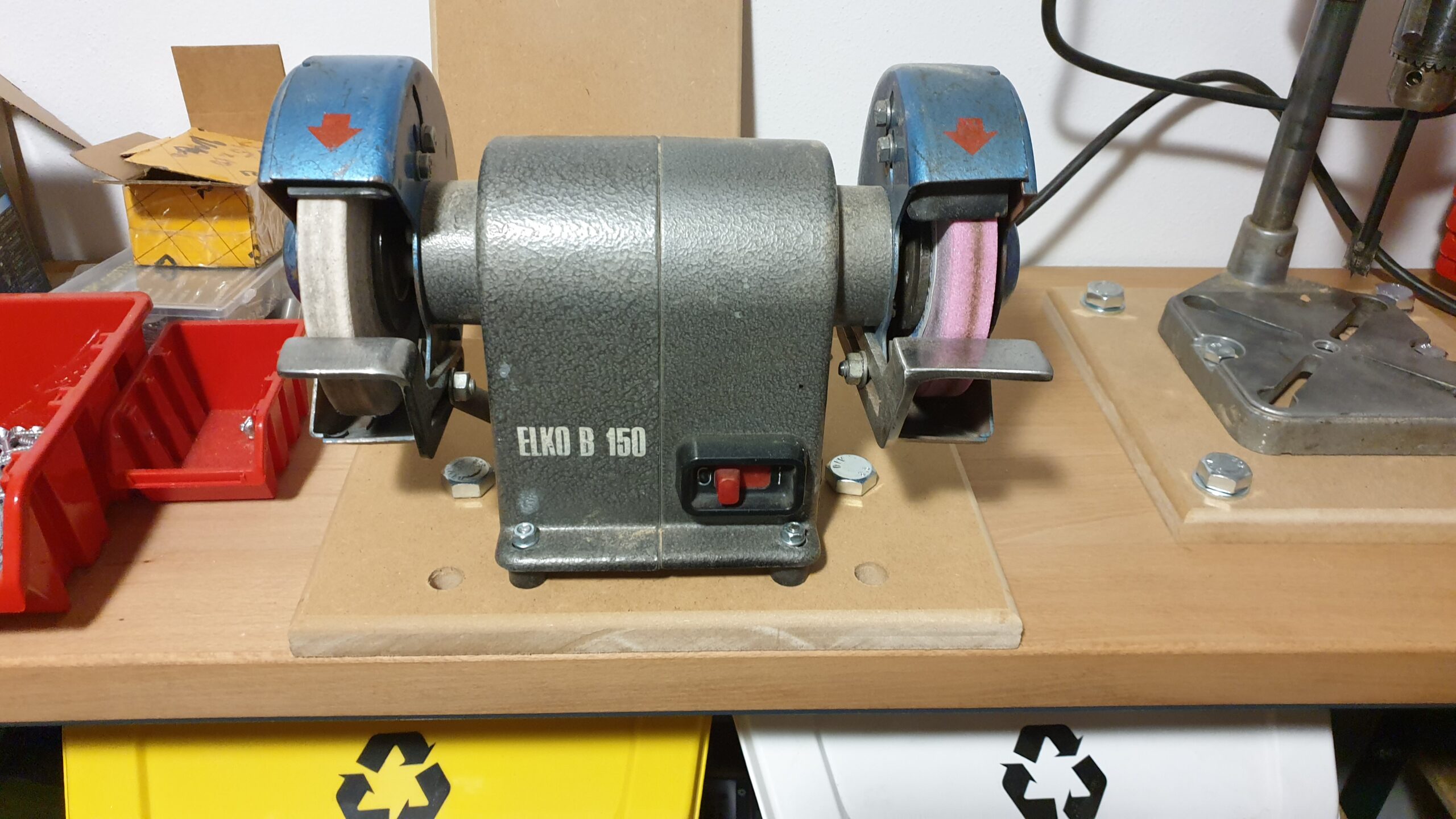

Bruska je přichycena pomocí čtyř silentbloků 

Na obrázcích lze vidět, jak je nainstalován stojan na vrtačku, svěrák a dvoukotoučová bruska. U brusky mě trápily vibrace při rozjezdu a zejména při volném doběhu. Napadlo mě uchycení přes silentbloky – pořídil jsem je v místní mototechně. Jsou malé se závitem M6 a fungují skvěle.
odpady
Odpadové hospodářství v dílně řeším trojicí košů Ecobin 30l, do kterých třídím papír, plast a ostatní. Jejich cena byla nízká a odpovídá tomu i zpracování aneb „Dostaneš, co si zaplatíš.“ Odklopná část vrchního víka není řešena nějakým rozumným spojením jako je např. plastový pant, ale pouze zeslabením materiálu v místě ohybu. Po druhém úplném odklopení víko v ohybu prasklo. Nenechal jsem se vyvést z míry a v místním železářství zakoupil miniaturní panty, kterými jsem provedl opravu. Často si říkám, proč má někdo snahu vyrábět něco, co není zcela dotaženo a není plně funkční.
Pingback: stolička do dílny - Hobby house